The latest electrical testing technology needs to support a move to digitization as well as reduce manufacturing and production bottlenecks. MK Test’s latest product provides a solution for this issue in the form of the RTS system, which provides high speed wire harness testing.
The current state of testing
Manufacturing teams are commonly seeking ways to reduce the amount of testing to improve productivity. The challenge is how to test more efficiently to reduce the production bottleneck.
Aerospace and train OEMs have always tested their installed electrical systems. They typically include a range of tests such as continuity, low voltage isolation, high voltage insulation, HiPot and dielectric breakdown, electrical bonds, and a degree of function testing of components such as switches, breakers and relays. Unfortunately, in many instances the reporting is limited to a simple pass/fail only after harness installation, resulting in lost time whilst the failure is identified and rectified.
For OEM manufacturers wishing to improve their digital processes and embrace Industry 4.0 and IoT, successfully overhauling their testing is a major win.
Using high speed wire harness testing to reduce test time
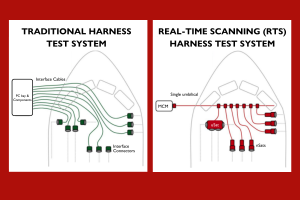
The RTS (real time scanning) system reduces bottlenecks by incorporating testing modules into the harness at an early stage of the build. It uses low current and low voltage switching to perform electrical testing in a fraction of the time when compared to a traditional wiring test system.
The system is comprised of a set of mix-and-match components using embedded, solid-state switching technology. The size and flexibility of the system means the test points can be taken directly to the unit under test, greatly reducing the amount of interface cabling.
Crucially from a time-saving perspective, this means the modules can be fitted to the ends of harnesses during fitting – or even prior to installation – for instant and live testing during manufacture of the harnesses themselves, or at FAL stage.
RTS operates at low voltage so is safe to run during harness installation. Highly visible instant red-green pass-fail indicators mean time is saved by identifying faults immediately rather than waiting until the end of installation.
The modular design also means that the length and number of interface cables required are hugely reduced. RTS uses up to 90% fewer cables compared to a standard rack-based test system, which minimises the major headache of cable management.
Time is saved during hook-up as well as test phase – saving up to 30% time on a typical aircraft FAL test compared to a standard wire harness test system.
How RTS works

A fully modular system, RTS is built of a set of interchangeable elements. These can be switched out for maintenance or allow the required number of test points to be positioned where needed around the unit under test (UUT).
The Main Control Module (MCM) provides measurement, control and interface functions for the eTester system.
Umbilical cables are available in several different lengths for flexibility. All connections to the umbilical are made using specially designed, quick connect/disconnect, MAG connectors. These magnetic connectors are designed to reduce damage to the harness from accidental disconnection as well as provide fast hook-up and disconnection of the test system.
The uSats and nSats provide multiple test points that directly interface with the UUT. They can either function as standard ‘satellites’ or can switch points together to create test routes through the harness if single ended testing is required.
Benefits of RTS for a digital factory
For manufacturers moving to digital factory processes, RTS is a powerful source of data thanks to MKAT software. MKAT enables all data to be collated as a measured value, in a database that can be interrogated using a range of custom analysis tools including the Report Analyser. This data provides an in-depth understanding of the regularity of specific types of failure and an opportunity to design out the causes.
The effect of moving specific tests to other production stages can be assessed, so a harness which is fully tested in the shop and not reworked during install may not need tests repeated at installation stage, saving considerable time and resources.
MKAT’s Results Database and Report Analyser toolset uses statistics and data to quickly identify common faults and changing trends. This can highlight material batch issues, changes in supply chain quality, and specific training needs. The tool also identifies tests that never fail, enabling decisions on whether tests are stringent enough or even required.
Active XRef is another feature developed to improve configuration and maintenance activities. All components and interfaces within the RTS system are identified using unique codes that the MKAT Software can match to a pre-configured database of connections. Using this information, Active XRef will automatically reconfigure the test point to match the dynamic components used and the way the system has been connected to the aircraft. Components within the system can be interchanged with no need for any re-configuration in software or hardware.
High speed wire harness testing for Industry 4.0
The modularity and high speed abilities of the RTS system have shown that the bottleneck typically associated with testing for aircraft and train OEMs can be vastly improved.
Manufacturers within these sectors can expect to see operational improvements as well as learning from the data that the system generates.